

Сварочный полуавтомат SAGGIO MIG 350 HS DP (MIG/MAG, MMA, TIG LIFT, MIG PULSE, MIG DOUBLE PULSE)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
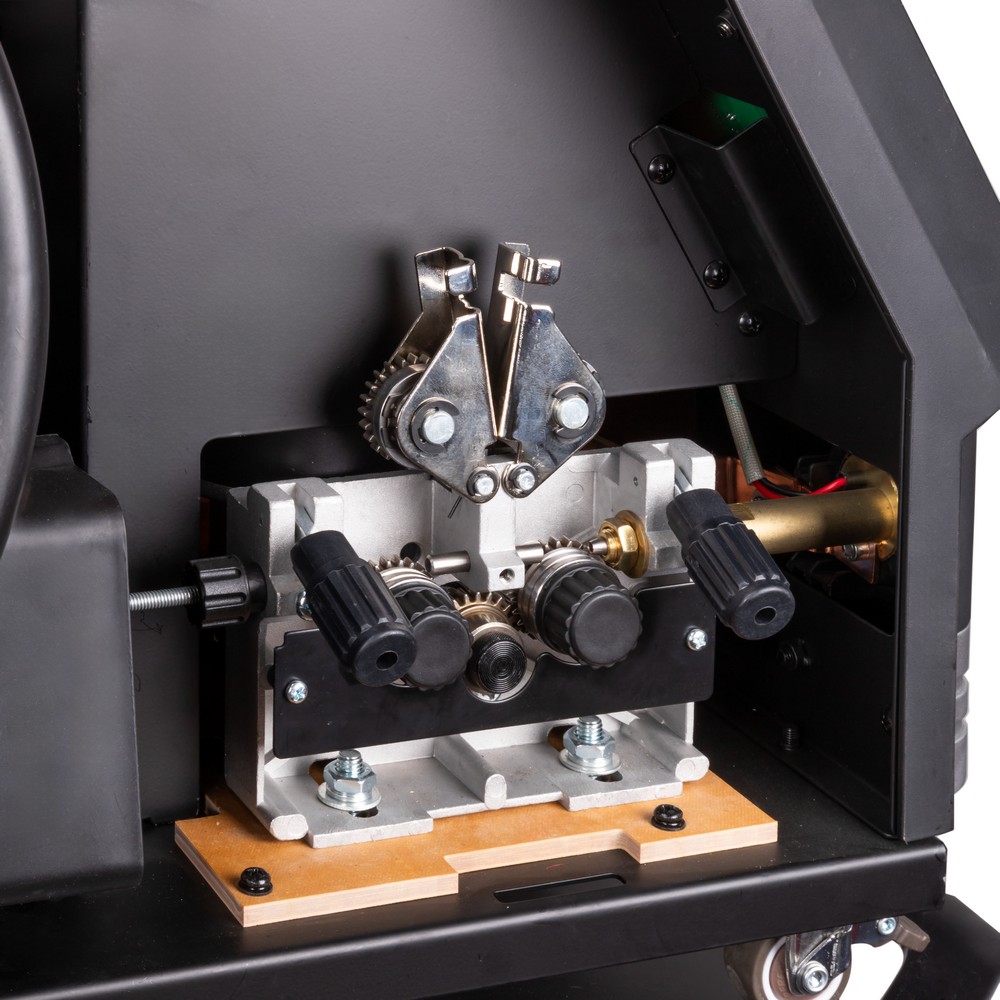
Сварочный полуавтомат SAGGIO MIG 350 HS DP – это многофункциональный промышленный аппарат с полностью цифровым управлением, позволяют производить сварку изделий из низкоуглеродистой и нержавеющей стали, а также алюминиевых и медных сплавов. Аппарат позволяет проводить следующие процессы сварки: полуавтоматическая сварка - ручной режим настройки параметров сварки (MIG MAN), синергетический режим (MIG SYN), синергетический импульсный режим сварки (Pulse), синергетический режим сварки с двойным импульсом (Double Pulse), синергетический импульсный режим сварки (H-speed Pulse), синергетический режим с двойным импульсом (H-speed Double Pulse); аргонодуговая сварка на постоянном токе с возбуждением дуги касанием вольфрамового электрода (TIG); ручная дуговая сварка на постоянном токе штучным электродом (ММА). Режимы «Н-Speed Pulse» и «Н-Speed Double Pulse» позволяют увеличить производительность процесса сварки по сравнению со стандартными программами импульсных процессов. Данная модель позволяет сохранять настройки установленных параметров сварки и воспроизводить их при необходимости. Карта памяти рассчитана на 20 ячеек. SAGGIO MIG 350 HS DP оборудован тележкой на колёсах с местом для установки баллона с газом.
Характеристики
Все характеристики
Купи больше и получи меньшую цену:
За 1 штуку - 355 240 ₽/шт
За 2 штуки - 338 188 ₽/шт
За 3 штуки - 332 505 ₽/шт
За 5 штук - 321 137 ₽/шт
Акция действует независимо от типа оплаты. При оплате онлайн на сайте или через расчетный счет - скидка будет еще больше (будет указано при оформлении заказа)
Мнение Российского Инструмента
Описание сварочного полуавтомата SAGGIO MIG 350 HS DP (MIG/MAG, MMA, TIG LIFT, MIG PULSE, MIG DOUBLE PULSE)

Варит проволокой без газа
Данный сварочный аппарат - полуавтомат. А значит, он умеет варить проволокой без газа. Однако для этого не подойдет обычная омедненная проволока!
Нужна специальная проволока с порошковым (флюсовым) напылением (нажмите для перехода).

Горелка с евроразъемом
У данного полуавтомата отдельная горелка со стандартным евроразъемом.
Это максимально практично и удобно - вы легко можете заменить горелку при поломке или надобности.
СВАРКА АЛЮМИНИЯ
Сварка алюминия широко востребована в производстве, т.к. этот металл часто используется в качестве конструкционных материалов, применяемых для изготовления деталей приборов, машин и сооружений. Аргонодуговая сварка (TIG) на переменном токе – один из лучших способов соединения алюминиевых деталей, регулировка частоты AC позволяет настраивать баланс переменного тока в зависимости от степени загрязнённости алюминиевых деталей окислами. Функция импульса позволяет достичь наилучших результатов в деле сварки алюминиевых заготовок, в таком режиме получается наиболее качественный и эстетичный шов.
СИНЕРГЕТИЧЕСКИЙ РЕЖИМ УПРАВЛЕНИЯ
Режим синергетики позволяет сэкономить время и получить качественное сварное соединение даже новичку, так как основные параметры подбираются автоматически с возможностью тонкой ручной подстройки сварочного процесса.
ЦИКЛОГРАММА ПАРАМЕТРОВ СВАРКИ
Информативная циклограмма на передней панели обеспечивает удобную и точную настройку режимов, а также позволяет осуществить полный контроль над рабочими процессами.
1. Preg (НАЧАЛЬНАЯ ПРОДУВКА ГАЗА) позволяет установить время предварительной подачи защитного газа из сопла горелки до зажигания сварочной дуги, обеспечивая газовую защиту в начале сварке.
2. НОТ I (СТАРТОВЫЙ ТОК) позволяет регулировать кратковременное повышение величины сварочного тока в начальный момент процесса, по сравнению с установленной величиной, для облегчения зажигания дуги (только в режиме Special 4Т).
3. Forc (ИНДУКТИВНОСТЬ) позволяет установить оптимальную скорость нарастания сварочного тока для изменения динамики процесса, что влияет на разбрызгивание металла, а также на глубину проплавления.
4. Welding (СВАРОЧНЫЙ ТОК) позволяет установить основное значение сварочного тока. В режимах Double Pulse, H-Speed Double Pulse позволяет установить значение тока паузы.
5. END I (ТОК КРАТЕРА) позволяет установить значение сварочного тока в конце сварки для предотвращения появления конечного кратера (только в режиме Special 4Т).
6. END U (НАПРЯЖЕНИЕ КРАТЕРА) позволяет скорректировать значение сварочного напряжения в конце процесса сварки при токе кратера «End I» (только в режиме S4T).
7. Burn (ОТЖИГ ПРОВОЛОКИ) позволяет установить время горения дуги, предупреждая возможность приваривания проволоки в конце сварочного процесса, а также устанавливать длину проволоки, поступающей из горелки по окончании горении дуги, осуществляя задержку отключения сварочного напряжения после остановки подачи проволоки.
8. Post (КОНЕЧНАЯ ПРОДУВКА ГАЗА) позволяет установить время заключительной подачи защитного газа из сопла горелки после сварки. Чтобы избежать окисления разогретой детали.
9. Iр-р (ТОК ИМПУЛЬСА) позволяет установить ток импульса в процентах от основного тока сварки (только в режимах Double Pulse, H-Speed double pulse).
10. Freq (ЧАСТОТА ИМПУЛЬСА позволяет установить значение частоты импульсов (только в режимах Double Pulse, H-Speed double pulse).
11. Duty (ВРЕМЯ ИМПУЛЬСА) позволяет установить время импульсов, соотношение тока импульса к току паузы в процентах (только в режимах Double Pulse, H-Speed Double Pulse).
ОРГАНЫ УПРАВЛЕНИЯ И ИНДИКАЦИИ
1. Цифровой дисплей.
2. Кнопка выбора: толщины свариваемого металла / сварочного тока.
3. Кнопка сохранения/загрузки программ.
4. Циклограмма параметров сварки.
5. Кнопка выбора режима кнопки MIG горелки:
• 2Т: 2-х тактный режим, при котором сварщик самостоятельно контролирует процесс сварки. При нажатии кнопки на горелке начинается цикл сварки, при отпускании - заканчивается. Подходит для сварки коротких швов.
• 4Т: 4-х тактный режим, при котором не требуется длительного удержания кнопки на горелке, что существенно облегчает сварку длинных швов. При кратковременном нажатии кнопки на горелке начинается сварочный процесс, при повторном кратковременном нажатии - заканчивается.
• SPECIAL 4Т - многоуровневый режим сварки с возможностью установки значения тока в начале и в конце процесса сварки.
• SPOT - режим сварки по времени используется для прихваток свариваемых деталей.
6. Регулятор «А» имеет два режима работы: регулятор сварочного тока/скорости подачи; кнопка настройки параметров сварки.
7. Кнопка выбора процесса сварки:
• MIG MAN - полуавтоматическая сварка проволокой в среде защитных газов с ручным режимом настройки параметров сварки.
• MIG SYN - полуавтоматическая сварка проволокой в среде защитных газов с синергетическим управлением параметрами сварки.
• Pulse - импульсный процесс полуавтоматической сварки проволокой в среде защитныхгазов.
• Double Pulse - режим «Двойной импульс» полуавтоматической сварки проволокой в среде защитных газов.
• H-speed Pulse - специальный импульсный режим для увеличения производительности процесса сварки.
• H-speed Double Pulse - специальный режим «Двойного импульса» для увеличения производительности процесса сварки.
• TIG - аргонодуговая сварка на постоянном токе с возбуждением дуги касанием вольфрамового электрода.
• ММА - ручная дуговая сварка штучным электродом с покрытием.
8. Кнопка выбора материала:
• Fe/CO₂ - сварка низкоуглеродистых сталей в среде углекислого газа.
• Fe/ArCO₂ - сварка низкоуглеродистых сталей в среде сварочной смеси 80%Аr20% CO₂.
• Еr316 - сварка нержавеющих сталей марки ER 316Lsi в среде сварочной смеси 98%Аr2%CO₂.
• Еr308 - сварка нержавеющих сталей марки ER 308Lsi в среде сварочной смеси 98%Аr2%CO₂.
• AL - сварка чистого алюминия в среде защитного газа аргон.
• ALMg5 - сварка алюминиево-магниевых сплавов в среде защитного газа аргон.
• ALSi5 - сварка алюминиево-кремниевых сплавов в среде защитного газа аргон.
• CuSi3 - сварка медно-кремниевой проволокой в среде защитного газа аргон.
9. Многофункциональная кнопка:
• При кратковременном нажатии на цифровом дисплее отображаются значения сварочного напряжения в Вольтах (V);
• При повторном кратковременном нажатии на цифровом дисплее отображаются значения корректировки длины дуги в процентах (%);
• При удержании кнопки происходит открытие газового клапана для настройки расхода защитного газа.
10. Кнопка в режиме полуавтоматической сварки позволяет протянуть проволоку в MIG горелку.
11. Кнопка выбора диаметра сварочной проволоки.
12. Регулятор «V» имеет два режима работы:
• Регулятор сварочного напряжения.
• Кнопка настройки параметров сварки.
Характеристики сварочного полуавтомата SAGGIO MIG 350 HS DP (MIG/MAG, MMA, TIG LIFT, MIG PULSE, MIG DOUBLE PULSE)
Сварочный режим и рез
- Минимальный сварочный ток
- 30 А
- Максимальный сварочный ток
- 350 А
- Диаметр электрода TIG LIFT
- 1,0 - 4,8 мм
- Диаметр электрода MMA
- 1,6 - 6,0 мм
- Тип сварочного аппарата
- Сварочный полуавтомат
- Особенности сварочного полуавтомата
- Работает при пониженном напряжении
- Синергия
- Синергетический режим
- Импульс
- Импульсный режим
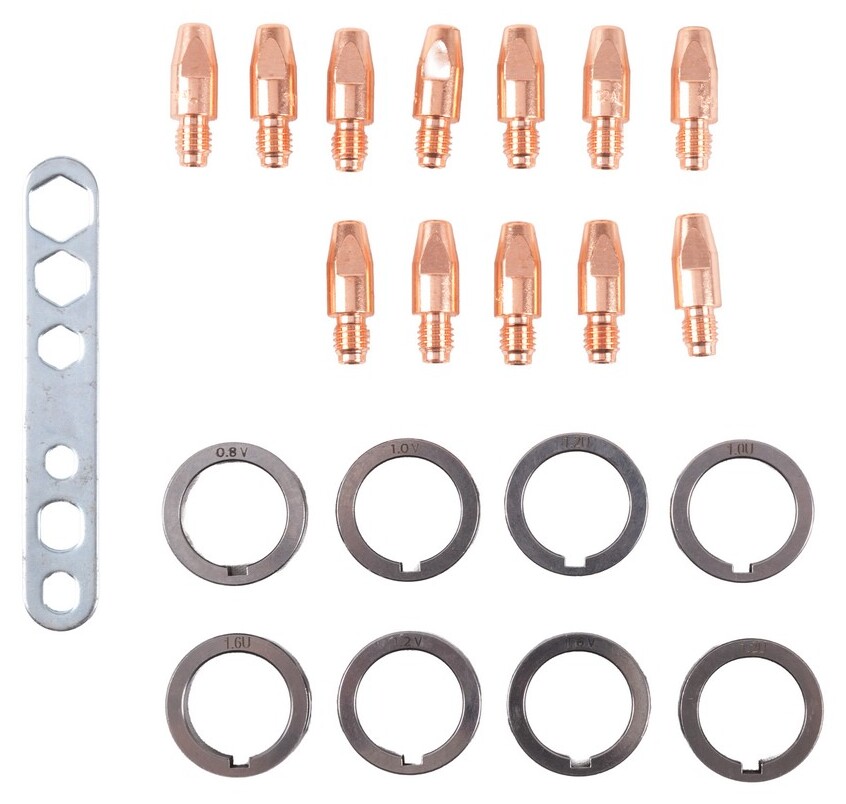
Проволока и подключение
- Диаметр проволоки
- 0,8 / 1,0 / 1,2 / 1,6 (Al) мм
- Максимальный размер катушки
- 15 кг
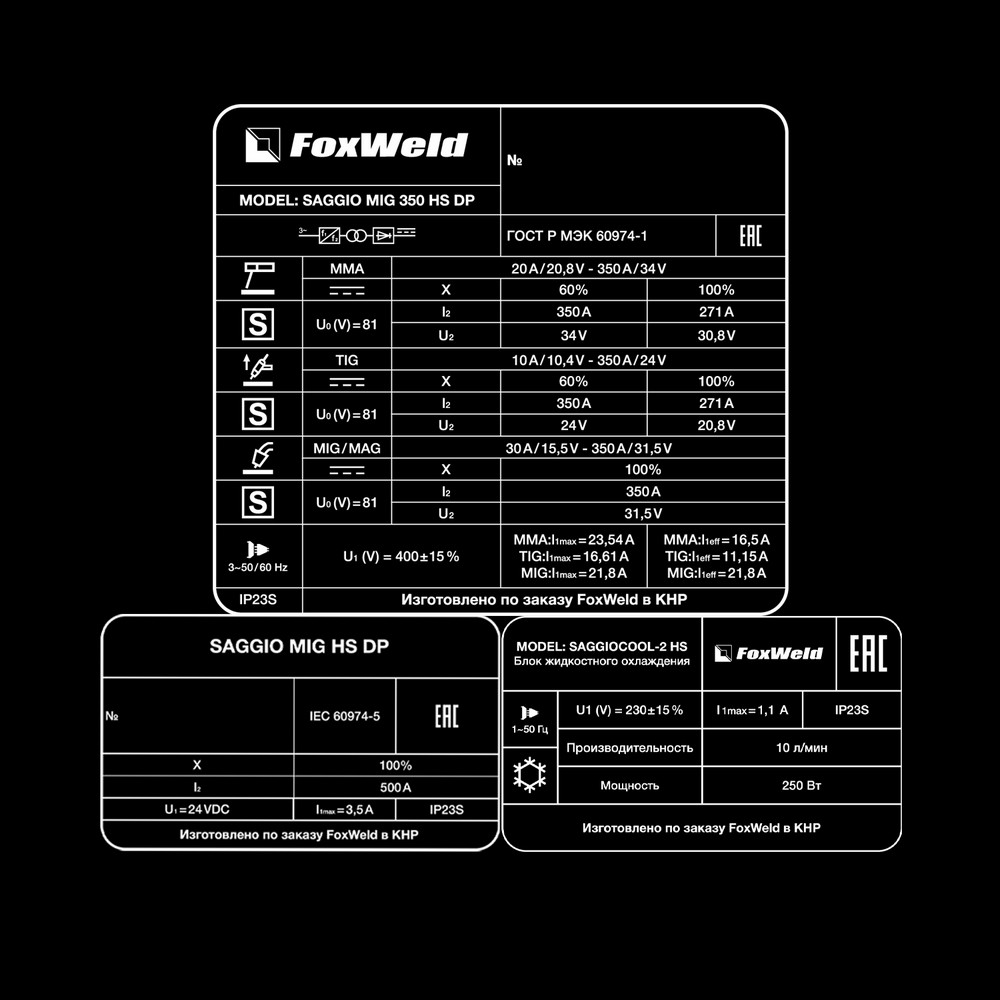
Питание
- Потребляемая максимальная мощность (КВА)
- 15.4
- Фазность напряжения
- Три
- Напряжение
- 400 +-15% В
- Напряжение холостого хода
- 81 В
Корпус и защита
- Класс изоляции
- H
- Класс защиты
- IP21S
- КПД
- 85 %
- Гарантия
- 60 мес.
- Вес
- 143 кг
Дополнительно
- Производитель
- Foxweld
- Тип товара
- Полуавтоматы
- Продолжительность включения (ПВ)
- 100 %
- Произведено
- КИТАЙ
Отзывы о сварочном полуавтомате SAGGIO MIG 350 HS DP (MIG/MAG, MMA, TIG LIFT, MIG PULSE, MIG DOUBLE PULSE)
Отзывы на отдельной страницеРаспространенные вопросы
| Транспортная компания | Оплата при получении | Когда используем | Пункты выдачи |
|---|---|---|---|
| СДЭК | Один из основных вариантов для пунктов выдачи в городах России. Точную стоимость, срок и возможность оплаты при получении сайт показывает при оформлении заказа. | Посмотреть | |
| КИТ | Один из базовых вариантов для техники и среднегабаритных товаров. Оплата при получении доступна во многих пунктах, но зависит от города, товара и маршрута. | Посмотреть | |
| Деловые Линии | Используем для направлений, где этот маршрут выгоден по сроку, стоимости или удобству получения. | Посмотреть | |
| Энергия | Часто подходит для доставки техники в регионы, где у компании удобная сеть терминалов. | Посмотреть | |
| Байкал-Сервис | Используем как дополнительный вариант, когда он лучше подходит под конкретный город или груз. | Посмотреть | |
| ДПД | Дополнительный маршрут для отдельных направлений и пунктов выдачи. | Посмотреть |
Для того, чтобы оформить доставку нам нужна следующая информация:
- Фамилия, имя и отчество получателя
- Основной телефон
- Запасной телефон (если есть)
- Через Почту России
- Если сумма покупки меньше 2000 рублей
- На Дальний Восток, в Восточную Сибирь, самый Крайний Север, Калининград и Белоруссию
- Если стоимость доставки слишком велика относительно стоимости товара (например, для телег)
- Компания оставляет за собой право отказать в отправке товара через наложенный платеж
Вопросы и ответы о сварочном полуавтомате SAGGIO MIG 350 HS DP (MIG/MAG, MMA, TIG LIFT, MIG PULSE, MIG DOUBLE PULSE)
Здесь собраны вопросы, которые ранее задавали другие покупатели, и ответы магазина. Также ниже есть общая информация о товаре.
Полуавтоматы Foxweld серии Intermig - это профессиональные сварочные аппараты высокого качества от именитого производителя. Идеальный для выбор для автосервиса, небольшого производства и для тех, кто даже для бытовых нужд ориентируется на самое высокое качество.